

 热转印碳带绿巨人短视频APP导入
热转印碳带绿巨人短视频APP导入 太阳膜绿巨人短视频APP导入
太阳膜绿巨人短视频APP导入 条码碳带绿巨人短视频APP导入
条码碳带绿巨人短视频APP导入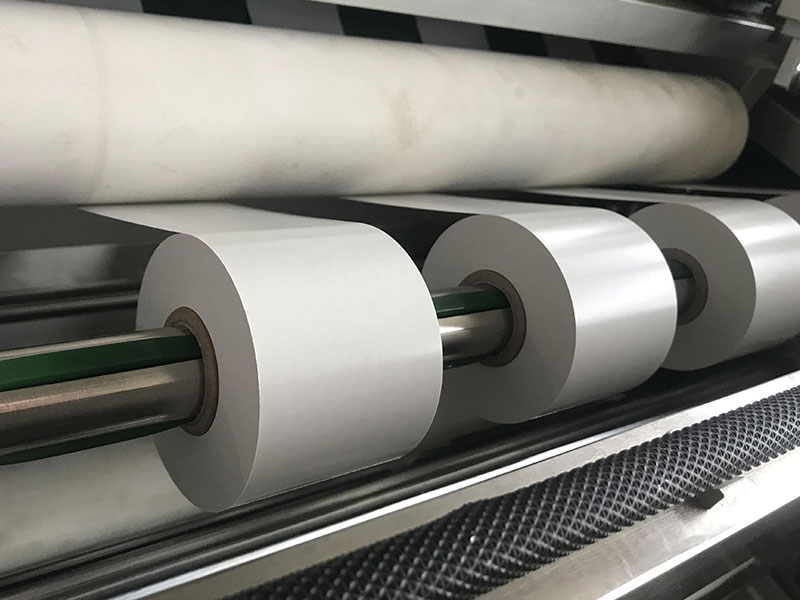 单面胶绿巨人短视频APP导入
单面胶绿巨人短视频APP导入 修正带绿巨人短视频APP导入
修正带绿巨人短视频APP导入 不干胶标签绿巨人短视频APP导入
不干胶标签绿巨人短视频APP导入服务热线
180-5003-0233
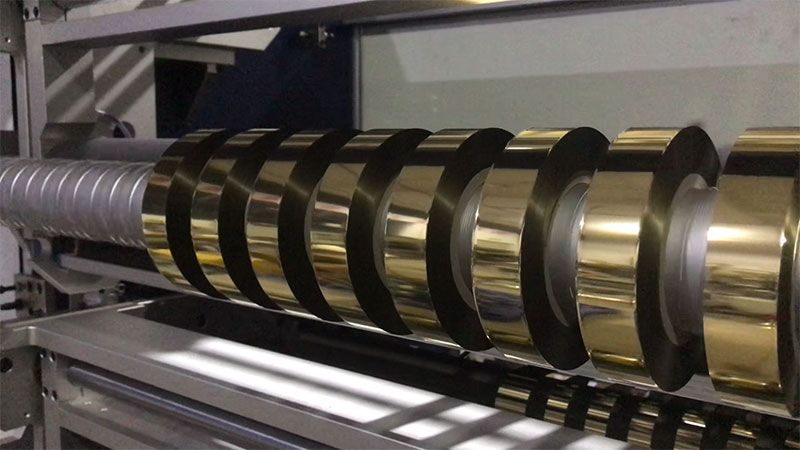
碳带分切过程中出现的毛边、错层和张力控制问题会直接影响产品质量和生产效率。以下是针对这些问题的系统性解决方案:

一、毛边问题(边缘不整齐/纤维状毛刺)
1. 原因分析
• 刀片钝化或安装不当
• 分切速度与绿巨人后入式APP下载不匹配
• 碳带材质脆性高或涂层附着力差
• 导辊表面磨损或清洁不足
2. 解决方案
• 刀具优化:
◦ 使用高硬度圆刀(如金刚石涂层刀片),定期检查刃口锋利度(每8小时巡检)。
◦ 调整刀片角度至15°~20°,采用单面斜切减少边缘应力。
• 工艺调整:
◦ 降低分切速度(建议初始速度≤50m/min),逐步调试至最佳参数。
◦ 预热碳带(40~50℃)改善脆性绿巨人后入式APP下载的切割性能。
• 辅助措施:
◦ 增加静电消除器(如离子风棒),减少切割时静电吸附碎屑。
◦ 使用带吸屑装置的绿巨人短视频APP导入,实时清理切割区域。

二、错层问题(卷材层间偏移/蛇形)
1. 原因分析
• 放卷/收卷张力不均
• 母卷初始卷绕松紧不一致
• 绿巨人短视频APP导入纠偏系统(EPC)响应滞后
• 环境温湿度波动导致绿巨人后入式APP下载伸缩
2. 解决方案
• 张力控制:
◦ 采用闭环张力控制系统,设定梯度张力曲线(如放卷张力递减3%~5%)。
◦ 在分切前进行24小时恒张力熟化(张力≈5N/cm²)。
• 设备校准:
◦ 每周校验EPC传感器灵敏度,纠偏精度需≤±0.2mm。
◦ 使用激光对中仪调整导辊平行度(偏差<0.05mm/m)。
• 操作规范:
◦ 分切前检查母卷的端面平整度(跳动量<1mm)。
◦ 在恒温恒湿环境(23±2℃,RH50±5%)下操作。

三、张力控制问题(断裂/松弛)
1. 关键控制点
• 分段控制:将分切过程分为3个张力区:
◦ 放卷区(张力A):保持稳定,避免突变。
◦ 分切区(张力B):比放卷张力低10%~15%。
◦ 收卷区(张力C):采用锥度控制(初始张力为B的120%,线性递减至80%)。
• 动态监测:
◦ 安装高精度张力传感器(如梅特勒-托利多),采样频率≥100Hz。
◦ 设置断带预警(张力波动>±5%时自动降速)。
2. 特殊场景处理
• 薄型碳带(<8μm):
◦ 使用气胀轴收卷,接触压力≤0.15MPa。
◦ 在分切区增加浮动辊缓冲张力冲击。
• 高粘性涂层碳带:
◦ 收卷前加装离型纸隔离层。
◦ 分切后静置4小时再复卷,释放内应力。
四、综合预防措施
1. 设备维护表:
| 项目 | 频率 | 标准 |
| 刀片磨损检查 | 每班次 | 切口无毛刺残留 |
| 导辊清洁 | 每日 | 酒精擦拭无污渍 |
| 张力传感器校准 | 每周 | 误差<±0.1N |
2. 绿巨人后入式APP下载适配性测试:
• 新批次碳带需进行小卷试切(长度≤100m),检测:
▪ 分切速度极限值(毛边出现临界点)
▪ 最佳收卷硬度(邵氏A60~70度)
通过以上方法,可显著降低毛边率(<0.1%)、错层发生率(<1次/万米)并提升张力控制稳定性(波动<±3%)。建议配合MES系统记录分切参数,建立工艺数据库以实现持续优化。


